

Aux. Components
Auxiliary Components
-
Needle Geometry
-
Clicker circuit throat diameter (d.bleed) and MAX.clks
-
Or specify Geom File path to a needle geometry table
-
-
HSC High Speed Compression Adjuster
-
Compression adjuster spring stiffness and preload
-
Fork mid-valve check spring stiffness
-
Dyno Parameters
![]()
Needle Geometry
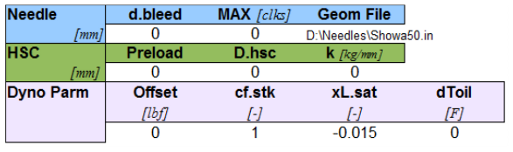
The default ReStackor needle geometry is a simple conical needle with a blunt tip. d.bleed defines the needle seat diameter and flow area at the wide open clicker position. MAX.clks defines the number of clicks from closed to wide open. For more precise modeling of the bleed circuit you can use a needle geometry table. The needle geometry table lists the needle diameter as a function of clicker position allowing any needle geometry to be entered into ReStackor. Input format of the needle geometry table is defined here.

-
d.bleed [=] Bleed port diameter at the needle seat in [mm].
-
MAX.clks [=] The number of adjuster clicks from closed to full open.
-
Geom File [=] Setting both d.bleed and MAX.clks to zero triggers the calculations look for a needle geometry table at the path given by the Geom.File parameter. In the example above the needle geometry table is in a file located at D:\Needles\Showa50.in. The format of entries in the geometry table are given here.
![]()
High Speed Compression Adjuster and Mid-Valve Springs
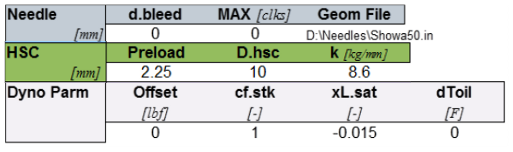
The HSC parameters define the stiffness of springs used to preload the stack on both shock compression adjusters and fork mid-valve check springs. Setting all inputs to zero means there is no spring.
-
Preload [=] Spring preload in [mm]. For an HSC system the preload includes static preload plus any additional preload from cranking down the compression adjuster. The compression adjuster generally preloads the HSC spring 1 mm per turn of the adjuster.
-
D.hsc [=] Shim diameter where the HSC spring force is applied to the stack. For the example with D.hsc= 10 mm the spring force is applied to the first shim from the top of the stack that was an outside diameter greater than or equal to 10mm. ReStackor draws a small box on the shim where the HSC spring force is applied. The indicator is there as a reminder spring force is being applied to the stack and to verify the contact location is at the position you intended.
-
k [=] HSC or mid-valve spring stiffness in [kg/mm]. Little information is available on the actual stiffness of springs used in HSC systems, after market springs or the springs used in mid-valve checks. Your options are: take the spring to a dyno tuner to get the stiffness measured or estimate the stiffness using the spring design equations.
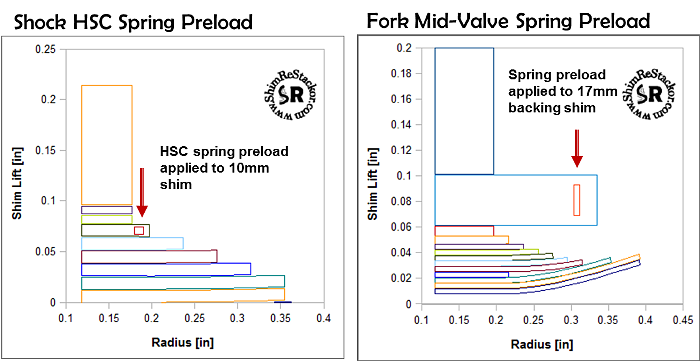
Stack spring preload applied at the shim diameter specified by D.hsc
![]()
Dyno Parameters
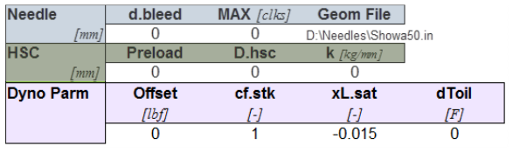
Dyno's are capable of accurate measurements. Unfortunately other parameters creep into test resulting in identical shock absorbers producing different damping force values. ReStackor uses four parameters to help compensate for test-to-test variations in dyno measurements.
-
Offset[=] Seal drag and changes in gas force as oil heats up the gas reservoir over test cause the zero force on a dyno to drift. The Offset parameter is simply added (negative values subtract) from the computed ReStackor damping force making comparisons with dyno data more convenient in correcting for test-to-test differences in gas pressure and seal drag.
-
Recommended setting: Offset= 0.0 lbf
-
-
cf.stk [=] Friction between shims makes a stack stiffer during deflection and softer while closing. Friction has been measured in Belleville spring stacks to increase stack stiffness by 30%. Values vary through the first couple of hours of operation while the friction surfaces mate. That causes problems in dyno testing where shim stacks are only run for a couple of minutes resulting in identical stacks producing different damping force values.
The recommended value of cf.stk is one. Zero turns the shim friction model off and a value of two doubles friction. The typical range is: 0.85 < cf.stk < 1.15.
-
Recommended value: cf.stk= 1.0
-
-
xL.sat [=] Ostwald coefficient defined as the volume fraction of dissolved gas. Suspension oils contain 12% by volume dissolved air. The dissolved gas is in one of two states:
-
0 < xL.sat < 0.12: For positive values of xL.sat the gas is dissolved in the liquid and the oil starts out as a clear liquid. Pressure drops created byfrom flow accelerations through the shocks circuits release the dissolved gas. The released gas causes a cavitation like event, further accelerating the fluid driving damping force up.
-
-0.12 < xL.sat < 0: For negative values of xL.sat the dissolved gas is released causing the oil to foam. The lower density of foamed oil causes damping forces to go down.
-
An un-opened bottle of factory sealed suspension fluid contains 12% by volume dissolved air. When installed in a shock and pressurized to 150 psi the 10:1 pressure increase compresses the dissolved air volume to 1.2%. Let the shock sit for a couple of months and nitrogen will diffuse through the reservoir bladder into the the fluid re-saturating the oil to something in the 10% by volume range.
-
Recommended value: xL.sat= -0.015
-
dToil [=] Dyno oil temperature increase between shaft velocities of 0.0 and 50 in/sec.
-
Some dyno test obtain all data in a single shock stroke. In that case there is no oil temperature change between zero and 50 in/sec.
-
Other dyno tests (PVP testing) start at a slow cycle speed to get more accurate low speed data and sequentially advance to higher speeds. Through that test sequence oil temperatures continuously increase. The temperature increase is an entirely computable value. However, unknowns of the initial shock body temperature and efficiency of heat transfer from the oil to the shock body make the true oil temperature at each shaft velocity unknown. The ReStackor dToil input is the estimated oil temperature increase between the start of test and 50 in/sec.
-
Recommended value: dToil= 0.0
-
